2024-09-26 10:20
2024-09-26 10:20 [导读]
[导读]然而,随着销量的持续攀升与消费者需求的日益多元化,其供应链体系面临压力与挑战,生产物流与自动化仓储的重要性愈发凸显。该客户决定对其中国工厂进行全面升级,引入无人自动化物流仓储系统,以提升仓储效率、降低运营成本,并确保原料的安全与新鲜。

客户工厂主要依赖人工叉车进行生产流程中各种物料的转存。人工调度和人工操作很难及时满足生产节拍,无法高效周转的物流也让库区压力倍增,且人车共同作业场景安全隐患较大。由于产品市场需求旺盛,工厂常年保持高效的生产与交付,因此提出项目实施须在尽量不影响生产进度、不进行基建改造的前提下,快速部署并可投入使用。

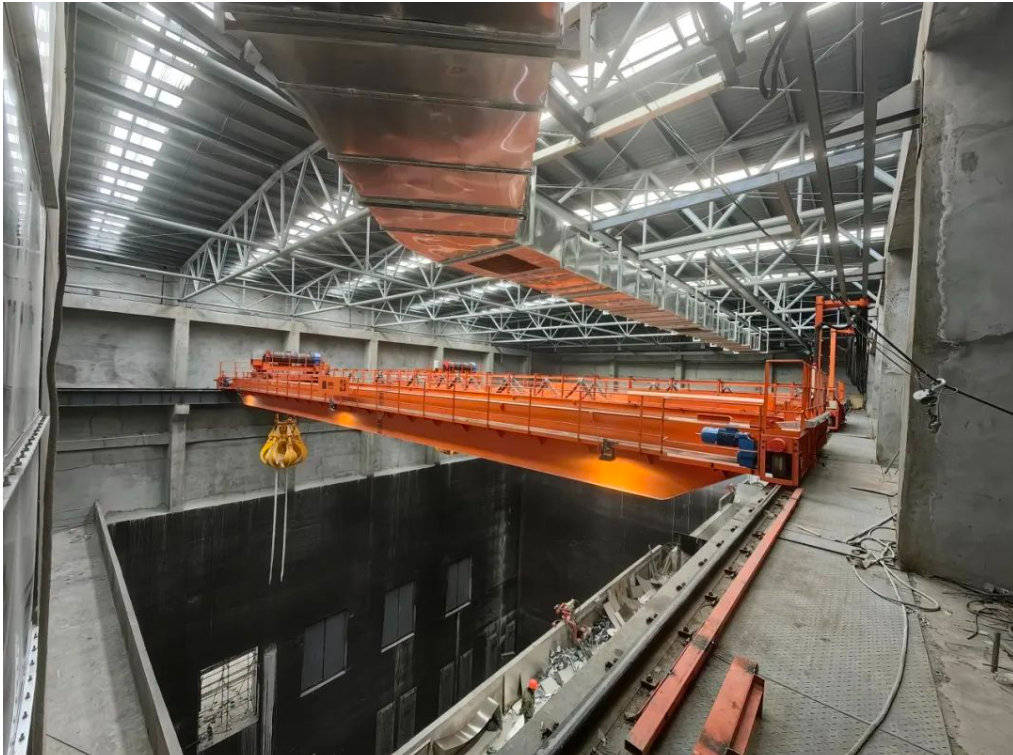
针对客户生产流程中普遍存在的平面物料转运、自动上下产线、地堆库多层堆叠等核心场景,捷象依托UH、T系列托盘机器人提供了优秀的解决方案,全面贯通工厂内部物流链条的各个环节与流程,料流转效率显著提升,随时掌握生产状态,避免生产线上堆积成品;同时大幅减少人为因素导致的错误与疏漏,提升作业环境的整体安全性与操作合规性。

01
包材、原料缓存
工作人员仅需一键操作,1200UH自动前往户外卸货区将堆叠的2层货物运送至厂房缓存库区,全程自动对接卷帘门与分区闸口,实现无缝对接。
02
成品下线
产线与1200UH深度联调,成品通过输送线抵达末端时,机器人即刻前往叉取并转运至成品暂存区,确保生产流程的连续性与高效性。
03
半成品中转
作为生产线间的中转枢纽,托盘机器人承担起半成品转运的重任,让分处两个区域的生产线设备实现无人化协同作业,进一步优化了工艺流程。


01 优化暂存区堆叠方式 为提高缓存区与线边库的存储容量并节约空间,托盘机器人可根据实时库位状态,灵活调整堆叠策略: 包材入库后,JE-1200UH自动将其重新堆叠为三层;成品下线转运至缓存区,以2层堆叠方式存放。 02 优化缓存区搬运节拍 在生产作业期间,JE-1200UH持续不间断转运物料,解决了货物在缓存区堆积问题,节约缓存区面积。


01 设备、数据的互联互通 捷象的生产物流系统不仅实现与自动门、电梯等基础设施对接,还与产线、仓储中的自动化设备、系统紧密集成,实现了工厂全面自动化,生产数据互联互通。 02 优化运力配置,提高效率 根据各生产区域的搬运任务的复杂程度以及生产周期,系统能够智能地、动态地调整并分配区域内JE-1200UH机器人的数量,确保了物料能够迅速、准确地在各个环节间流转,避免因物料等待而导致的生产延误。